Forging Explained!!
Forging is usually performed under various temperature conditions which are hot forging, warm forging and cold forging. These forging manufacturing process is extremely different from the casting one, where the molten material is poured in a mould as well it improves the mechanical properties of the material by refining its grain structure and it makes the material even more stronger and tougher.
So moving ahead, in this blog post we will understand how Hot Forging and Cold Forging works.

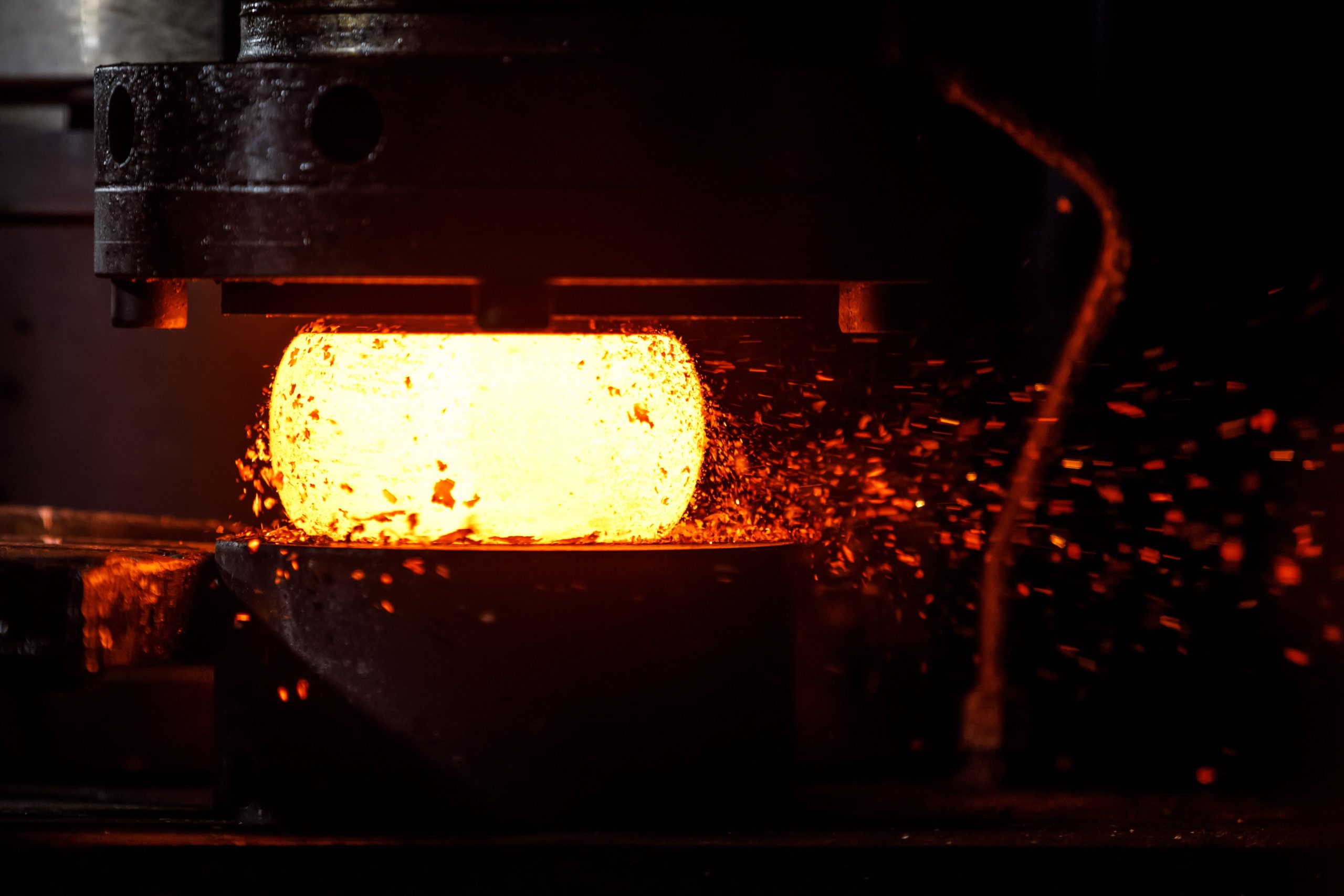
Hot Forging
The hot forging is mainly the preferred choice for steel forgings which is used in technical applications and for deforming metals which are a high formability ratio. Hot forging also involves the application of extreme heat that is desired temperature which is depending on the type of metal.
For instance, the average temperature required for deforming steel is approximately 2,100 degrees Fahrenheit; for aluminum alloys, the temperature range is 680 to 970 degrees Fahrenheit; for copper alloys, the range is 1,300 to 1,470 degrees Fahrenheit. The high temperature is necessary to prevent strain hardening during deformation.
Typically hot forging is manufacturers choice for the fabrication of parts as it permit for the deformation of the material in its plastic form wherein the metal is easier to process. So while the hot forging, the bloom or the billet is heated either inductively or in a forging furnace or beyond the temperature which is recrystallized point of metal. So such kind of radical boil is also required in avoiding strain hardening of the metal during deformation.

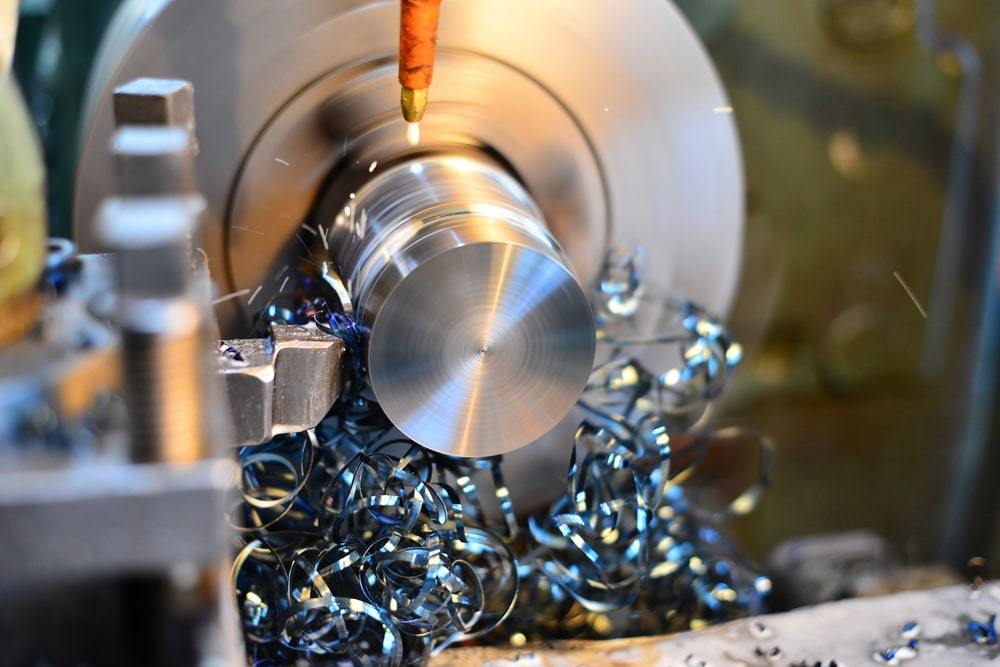
Cold Forging
Cold forging is known as an economical and efficient metal deforming process because of the production of high volumes of parts at low cost. Generally a bar stock is shoved into a die and then squeezed into a second closed die at room temperature or below the metal’s eutectic temperature.
Usually there are three major methods of cold forging that differentiates as per the temperature which could be cold, warm or hot and then it involves the uses of hammers, presses to shape. Dies, squeeze, roll metals and deformation. One thing that must be kept in mind is that we should not confuse cold forging with machining or casting as the outcome is way stronger and the product quality undoubtedly rich.
Cold Forging methods are spinning, heading, rolling, pressing, drawing and extruding. On the contrary, factors that includes cold forging are Material Volume, Lubrication, Bonderizing and Annealing.
We are also including different kinds of forging processes in this blog post. Mainly we will understand about Drop Forging which has two kinds: Open Die Forging and Close Die Forging. Also other processes includes Press Forging, Roll Forging, Upset forging and Isothermal Forging.
Drop Forging:
Drop forging is a manufacturing/forging process in which a hammer is lifted and then “dropped” onto a heated piece of metal to form/shape the tool into shape. Preheating the metal softens the metal structure. This means that it can be controlled into the desired shape. As the material cools, it solidifies again, increasing the metal’s strength.
There are two types of drop forging. Open-die drop forging and closed-die drop forging. Closed-die drop forging, as the name suggests, fully covers the item being forged whereas open-die drop forging does not.

Open Die Forging:
As the name suggests, an open die does not completely cover the workpiece and allows it to become an open space. The user places a piece of metal on the die when the hammer hits it. Before each stroke, the operator changes the position of the workpiece until the desired final shape is achieved. Keyless forging is a common manufacturing process that offers significant advantages such as increased strength, improved grain size and continuous grain flow.

Close Die Forging:
A closed mold looks like a mold attached to an anvil into which metal is placed. The hammer casting is also formed and when it comes into contact with the workpiece, the material flows and fills the mold cavities. The hammer is lowered quickly and very quickly until the desired shape is achieved. Sometimes a form requires the use of a series of different cavities. Although the initial investment in closed units can be quite high due to the special design of the nozzle cavities, closed return parts become more economical as the volume increases. Therefore, blow forging is often used in the automotive and appliance industries.

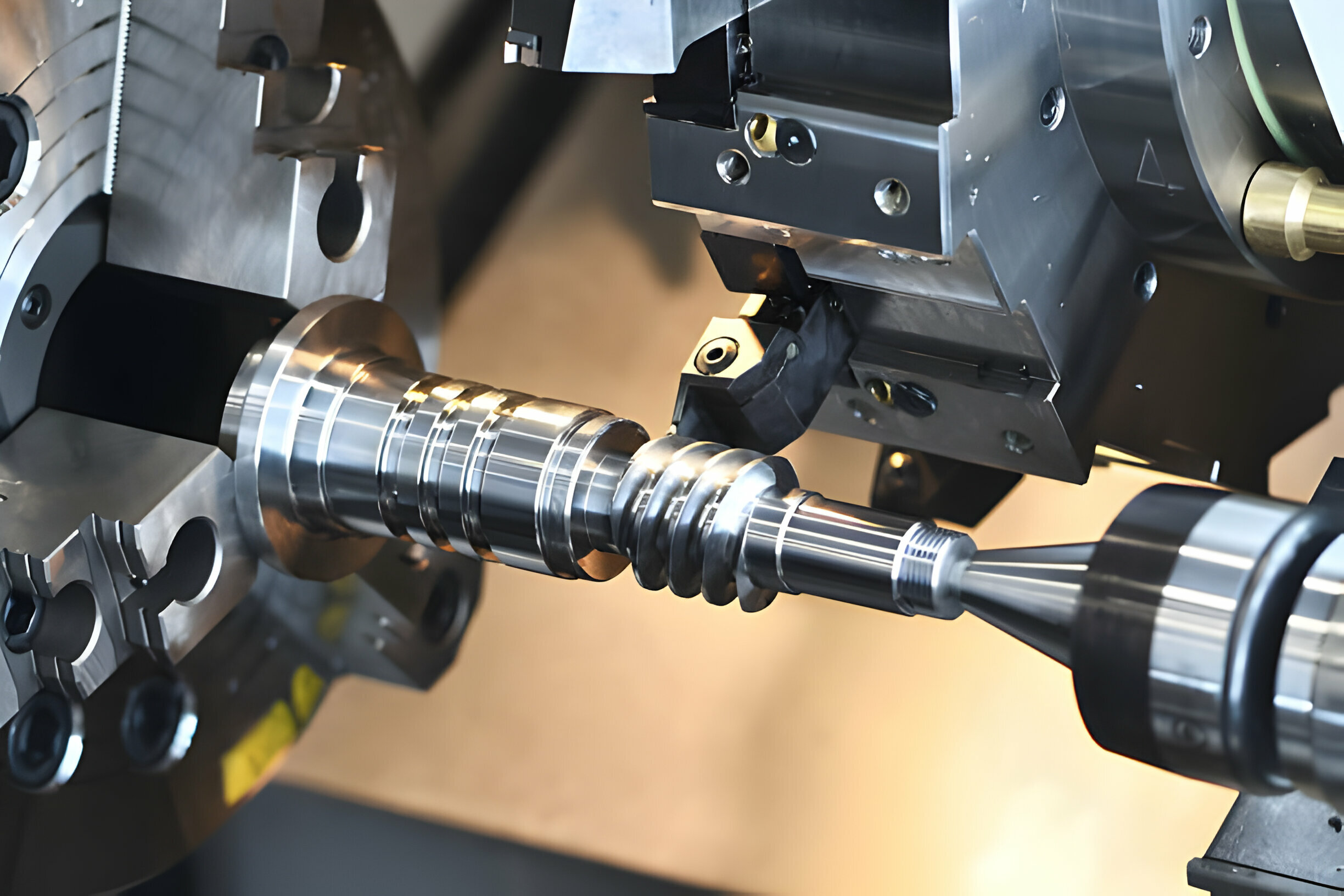
Press Forging
Press forging is commonly defined as the method of creating a metal which is kept between two dies by putting in hydraulic or mechanical pressure. We can say it similar to drop forging but it utilizes slow pressure rather than series of blows. And it is generally done on a forge press which is a machine that applies with a gentle pressure on the forging dies. The form of the metal is usually finished by a single stroke of the press through every die station.
Die sets for press forging can be open or closed. The work-piece is not entirely enclosed by the die while forging with an open die. The entire workpiece is encircled by the die in the closed die technique, sometimes referred to as impression die forging.
It is heated to a temperature that is higher than the raw material’s recrystallization temperature (between 400 and 700 degrees Celsius, or 752 and 1,292 degrees Fahrenheit). The steel becomes more ductile as a result of the breakdown of its crystal lattice structure.
Steel becomes “softer” or more pliable as a result of the heating process, making it easier for the pressure from the two dies to modify its shape.

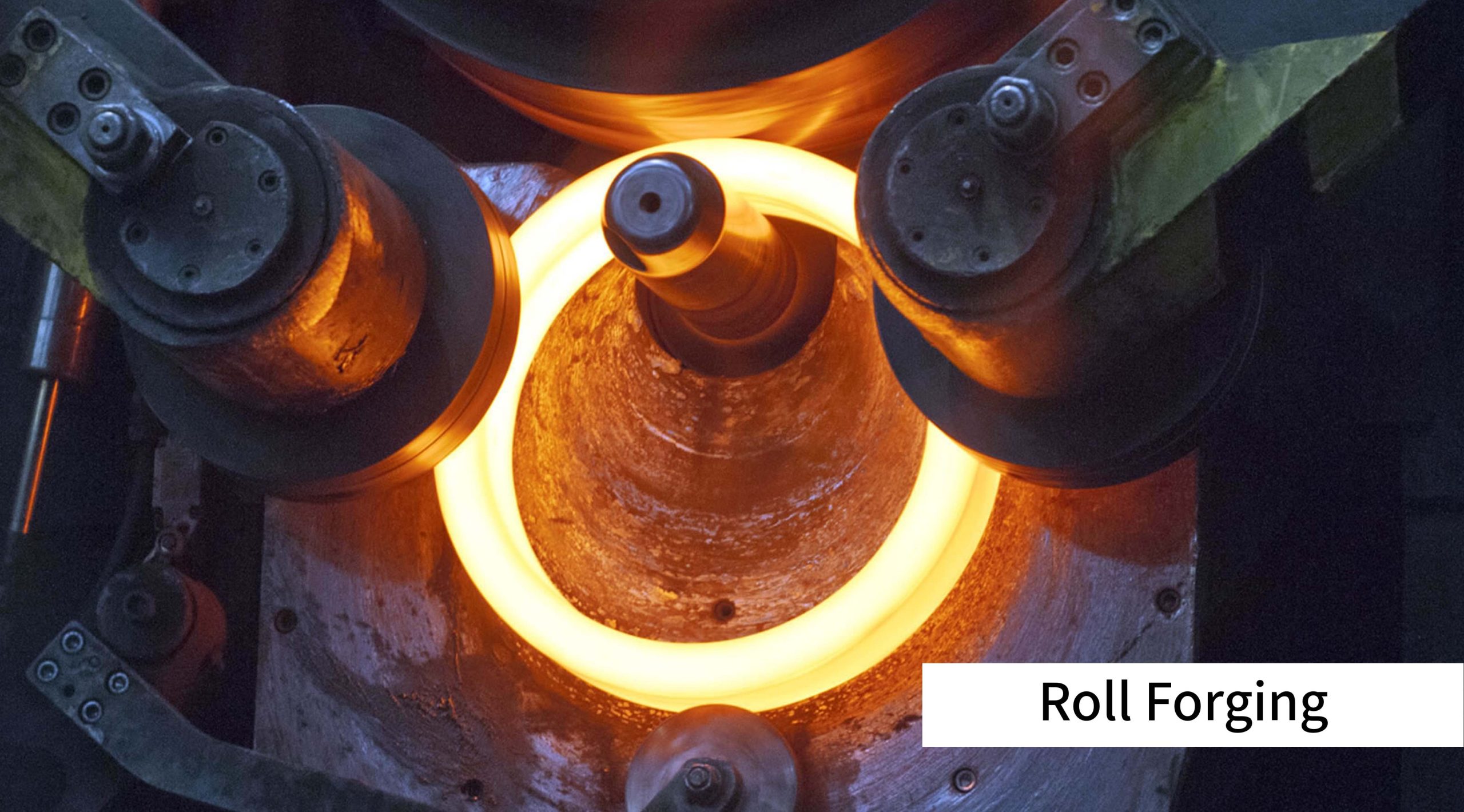
Roll Forging:
Roll forging, or roll forming, is a forging technique that uses opposing rolls to form a metal part. Although rolling mills use rollers to deform the material, it is classified as a metal forging process rather than a rolling process. It is metal forging rather than metal rolling, it is a discrete process, not continuous. Roll forging is usually done hot. The precisely formed groove geometry of the roll forges the piece to the desired dimensions. The forging geometry of rolls used to forge metal parts occurs only on part of the roll circumference. Only part of a full revolution of the roll is required to forge the workpiece. Typically in the manufacturing industry, roll forging geometry can be a quarter to three quarters of the roll circumference.
The non-grooved part of the roller turning is useful for feeding the pulp during the process. It can also be determined that the length of the metal forged by this production process is limited by the size of the rolls and the part of the rolls on which the metal forming takes place. First, the workpiece is fed to the rollers in the correct position during the rotation of the roller. The rollers rotate, pulling the work into the slot. As the workpiece is fed through the grooved portion of the roller recess, the compressive forces form the material into the desired shape. The roll forming process is shown below.
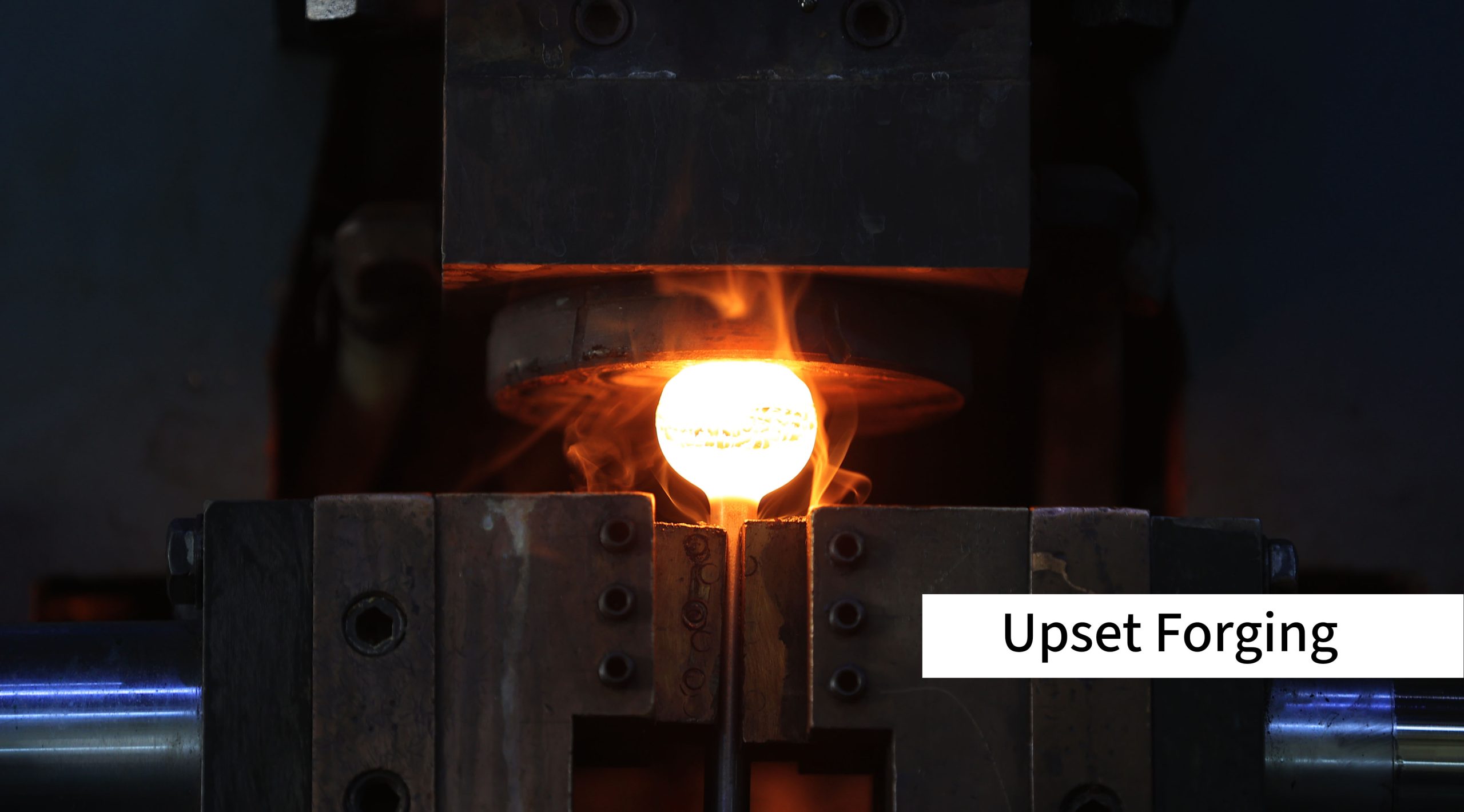
Upset Forging:
Upset forging is one of the most common forging methods today and is also known as “heading”. This is achieved by inserting a preheated rod into grooves that hold the rod firmly in place, ready for pressure that forces the tip of the rod into the mold.
Dies, also called tools, are usually used to increase the diameter of a bar or to increase its thickness. Tools are undoubtedly the most important step in forging, giving shape to the forged object. Because of the precision and complexity required, they are produced by highly skilled toolmakers who often use state-of-the-art and expensive machinery.
It is common to have several disruptive tools in your toolkit. As a result, the tip of the stick is changed gradually, rather than a one-time radical change.
Isothermal Forging
Metal forming processes that help control large deformation behavior, microstructural development and thus the properties that can be achieved are called advanced forming processes. Isothermal forging, near-isothermal or hot stamping, multi-axis isothermal forging and packing, superplastic forming and diffusion bonding are some of the processes used to produce various components from titanium alloys. In isothermal forging, the mold and workpiece are kept at the same temperature throughout the forging cycle.
If the die and the workpiece are kept at the same temperature, cooling of the mold is eliminated, which leads to a uniform deformation of the material. The inherent advantage of the process can be used to produce grid-to-grid components with fewer processing steps. In addition, forgings with small angles and fillet radii, smaller draw angles and smaller forging dies can be produced, which leads to an optimal use of materials.

Part-1, An Innovative Intro of Forging